 Central Steel
Central Steel
Central Steel
Central Steel
Central Steel
Central Steel

Key Specifications
Diameter: 219mm-3620mm
Wall Thickness: 6 mm to 25 mm
Length: 5.8/6/11.8/12/18/32meters
Standards and Grade: ASTM A53: Gr.A, Gr.B;API 5L:Gr.A,Gr.B,X42,X46, X52,X56,X60,X65 PSL1 and PSL2; ASTM A252, ASTM A500, JIS G3466, AN/NZS 1163, AN NZS1074, EN10219, EN10217 and etc.
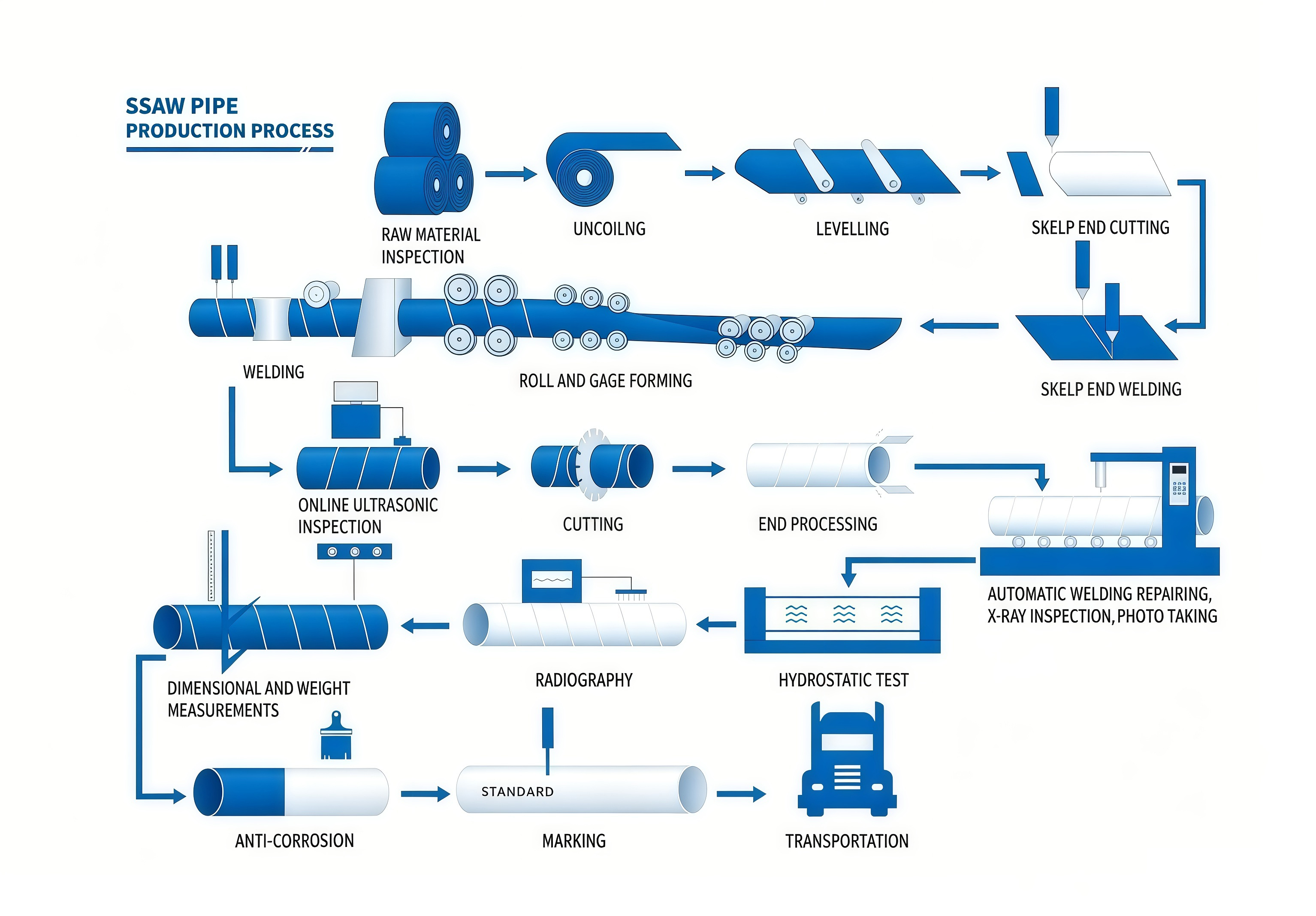
SSAW Steel Pipe Pile Manufacturing Process
SSAW (Spiral Submerged Arc Welded) steel pipe piles are manufactured through a continuous forming and submerged arc welding process using steel coils, welding wire, and flux. The entire production process is strictly controlled with multiple inspection stages to ensure structural integrity, weld quality, and compliance with international standards.
1. Raw Material Inspection
Steel coils, welding wire, and flux are used as primary raw materials, and all materials must undergo strict physical and chemical inspections before production to ensure compliance with required specifications and standards.
2. Coil End Welding (Strip Joining)

Classification of SSAW Steel Pipe
|
Category |
Sub-Type |
Description |
|
By Application |
SSAW Line Pipe |
Used for long-distance oil, gas, and water transmission pipelines, suitable for low to medium pressure transportation systems. |
|
|
SSAW Water Pipe |
Applied in municipal water supply, drainage, irrigation, and water diversion projects. |
|
|
SSAW Structural Pipe |
Used in construction structures, steel frameworks, bridges, and general engineering applications. |
|
|
SSAW Piling Pipe |
Designed for foundation piling, port construction, offshore structures, and deep foundation engineering. |
|
|
SSAW Dredging Pipe |
Used for dredging, slurry transportation, and mining material delivery systems. |
|
By Standard |
API 5L SSAW Pipe |
Mainly used in oil and gas transmission pipelines with PSL1/PSL2 requirements. |
|
|
ASTM SSAW Pipe |
Commonly used for structural and general engineering applications (e.g., ASTM A252, A139). |
|
|
EN SSAW Pipe |
European standard pipes used in construction and pressure pipeline systems. |
|
|
GB/T SSAW Pipe |
Chinese national standard for fluid transmission and structural use. |
|
By Pressure Grade |
Low Pressure SSAW Pipe |
Used for water, air, and non-critical fluid transportation systems. |
|
|
Medium Pressure SSAW Pipe |
Suitable for municipal pipelines and industrial fluid systems. |
|
|
High Pressure SSAW Pipe |
Applied in oil & gas transmission and critical engineering pipelines. |
|
By Material Grade |
Carbon Steel SSAW Pipe |
Most common type, offering good strength and cost efficiency. |
|
|
Alloy Steel SSAW Pipe |
Enhanced with Cr, Mo, Ni elements for higher strength and corrosion resistance. |
|
|
Mild Steel SSAW Pipe |
Low carbon steel pipe used for general structural and low-pressure applications. |
|
By Surface Treatment |
Black SSAW Pipe |
Mill finish pipe used for general structural and industrial applications. |
|
|
Coated SSAW Pipe |
Includes 3PE, FBE, epoxy coating for anti-corrosion protection. |
|
|
Galvanized SSAW Pipe |
Zinc-coated pipe used in outdoor and corrosive environments. |
|
By End Type |
Plain End (PE) |
Flat end for general connection and fabrication. |
|
|
Beveled End (BE) |
Prepared for welding in pipeline installation projects. |
Chemical Analysis and Mechanical Properties of SSAW Steel Pipe
|
Standard |
Grade |
Chemical Composition(max)% |
Mechanical Properties(min) |
|||||
|
C |
Si |
Mn |
P |
S |
Tensile Strength(Mpa) |
Yield Strength(Mpa) |
||
|
API 5L PSL1 |
A |
0.22 |
- |
0.90 |
0.030 |
0.030 |
335 |
210 |
|
B |
0.26 |
- |
1.20 |
0.030 |
0.030 |
415 |
245 |
|
|
X42 |
0.26 |
- |
1.30 |
0.030 |
0.030 |
415 |
290 |
|
|
X46 |
0.26 |
- |
1.40 |
0.030 |
0.030 |
435 |
320 |
|
|
X52 |
0.26 |
- |
1.40 |
0.030 |
0.030 |
460 |
360 |
|
|
X56 |
0.26 |
- |
1.40 |
0.030 |
0.030 |
490 |
390 |
|
|
X60 |
0.26 |
- |
1.40 |
0.030 |
0.030 |
520 |
415 |
|
|
X65 |
0.26 |
- |
1.45 |
0.030 |
0.030 |
535 |
450 |
|
|
X70 |
0.26 |
- |
1.65 |
0.030 |
0.030 |
570 |
485 |
|
|
API 5L PSL2 |
B |
0.22 |
0.45 |
1.20 |
0.025 |
0.015 |
415 |
245 |
|
X42 |
0.22 |
0.45 |
1.30 |
0.025 |
0.015 |
415 |
290 |
|
|
X46 |
0.22 |
0.45 |
1.40 |
0.025 |
0.015 |
435 |
320 |
|
|
X52 |
0.22 |
0.45 |
1.40 |
0.025 |
0.015 |
460 |
360 |
|
|
X56 |
0.22 |
0.45 |
1.40 |
0.025 |
0.015 |
490 |
390 |
|
|
X60 |
0.12 |
0.45 |
1.60 |
0.025 |
0.015 |
520 |
415 |
|
|
X65 |
0.12 |
0.45 |
1.60 |
0.025 |
0.015 |
535 |
450 |
|
|
X70 |
0.12 |
0.45 |
1.70 |
0.025 |
0.015 |
570 |
485 |
|
|
X80 |
0.12 |
0.45 |
1.85 |
0.025 |
0.015 |
625 |
555 |
|
|
ASTM A53 |
A |
0.25 |
0.10 |
0.95 |
0.050 |
0.045 |
330 |
205 |
|
B |
0.30 |
0.10 |
1.20 |
0.050 |
0.045 |
415 |
240 |
|
|
ASTM A252 |
1 |
- |
- |
- |
0.050 |
- |
345 |
345 |
|
2 |
- |
- |
- |
0.050 |
- |
414 |
414 |
|
|
3 |
- |
- |
- |
0.050 |
- |
455 |
455 |
|
|
EN10217-1 |
P195TR1 |
0.13 |
0.35 |
0.70 |
0.025 |
0.020 |
320 |
320 |
|
P195TR2 |
0.13 |
0.35 |
0.70 |
0.025 |
0.020 |
320 |
320 |
|
|
P235TR1 |
0.16 |
0.35 |
1.20 |
0.025 |
0.020 |
360 |
360 |
|
|
P235TR2 |
0.16 |
0.35 |
1.20 |
0.025 |
0.020 |
360 |
360 |
|
|
P265TR1 |
0.20 |
0.40 |
1.40 |
0.025 |
0.020 |
410 |
410 |
|
|
P265TR2 |
0.20 |
0.40 |
1.40 |
0.025 |
0.020 |
410 |
410 |
|
|
EN10217-2 |
P195GH |
0.13 |
0.35 |
0.70 |
0.025 |
0.020 |
320 |
320 |
|
P235GH |
0.16 |
0.35 |
1.20 |
0.025 |
0.020 |
360 |
360 |
|
|
P265GH |
0.20 |
0.40 |
1.40 |
0.025 |
0.020 |
410 |
410 |
|
|
EN10217-5 |
P235GH |
0.16 |
0.35 |
1.20 |
0.025 |
0.020 |
360 |
360 |
|
P265GH |
0.20 |
0.40 |
1.40 |
0.025 |
0.020 |
410 |
410 |
|
|
EN10219-1 |
S235JRH |
0.17 |
- |
1.40 |
0.040 |
0.040 |
360 |
360 |
|
S275JOH |
0.20 |
- |
1.50 |
0.035 |
0.035 |
410 |
410 |
|
|
S275J2H |
0.20 |
- |
1.50 |
0.030 |
0.030 |
410 |
410 |
|
|
S355JOH |
0.22 |
0.55 |
1.60 |
0.035 |
0.035 |
470 |
470 |
|
|
S355J2H |
0.22 |
0.55 |
1.60 |
0.030 |
0.030 |
470 |
470 |
|
|
S355K2H |
0.22 |
0.55 |
1.60 |
0.030 |
0.030 |
470 |
470 |
|






 Language
Language English
English Español
Español بالعربية
بالعربية sales@central-steels.com
sales@central-steels.com 0086-731-8865-5017
0086-731-8865-5017