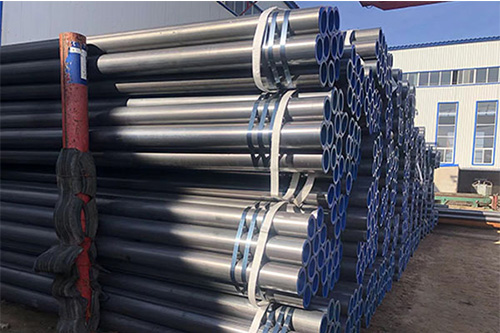
Especificaciones clave
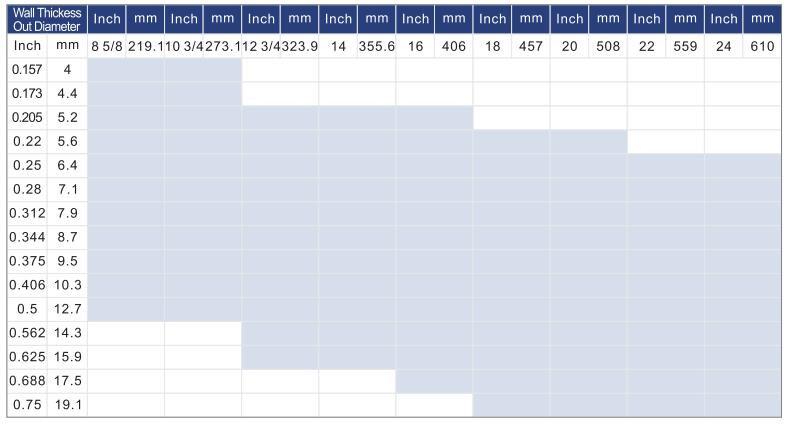
Diámetro: 1/2 pulgada a 24 pulgadas (21,34mm a 609,6mm)
Espesor de pared: 0,5mm-20mm
Estándares: ASTM A53, API 5L, EN 10219
Material: ASTM A53 Grado B, API 5L Grado B, X42, X52, X60, X70, S235, S275, S355
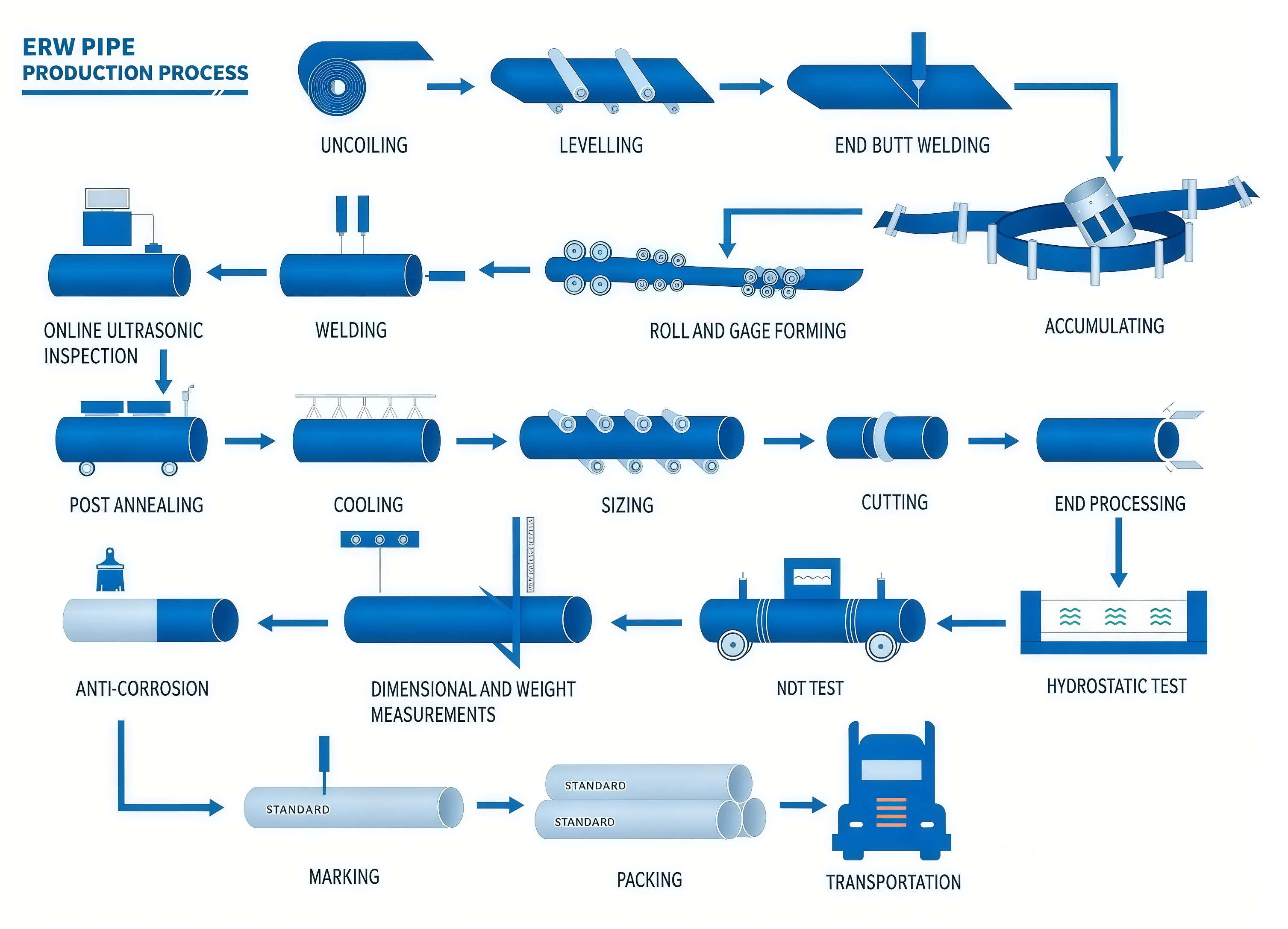
Proceso de producción
Selección de material: se seleccionan bobinas de acero al carbono de alta calidad.
Formación: Las bobinas se forman en una forma cilíndrica utilizando rodillos de precisión.
Soldadura: los bordes se sueldan mediante soldadura por inducción de alta frecuencia.
Tratamiento térmico: La normalización se realiza para mejorar las propiedades mecánicas.
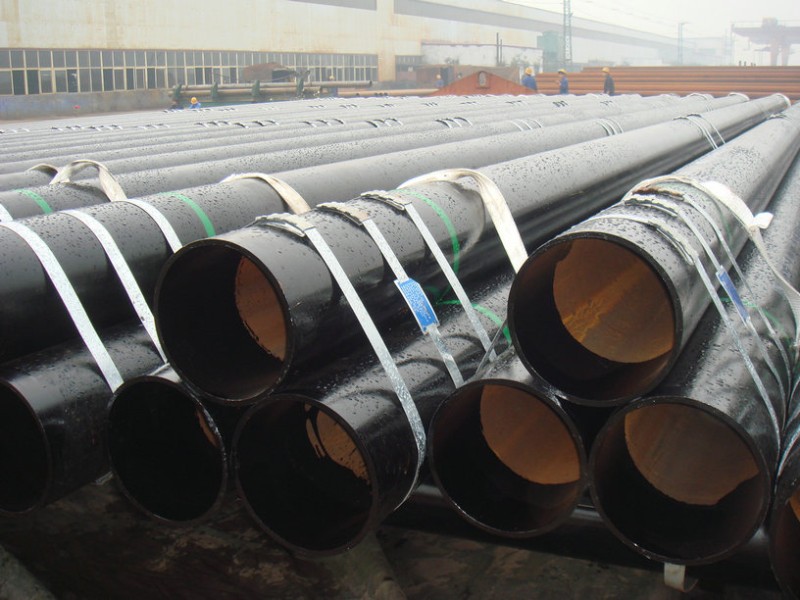
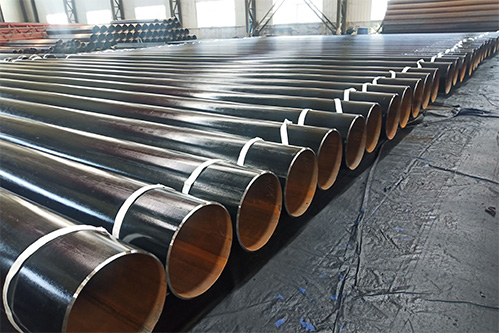
Acabado: Las tuberías son pulidas, limpiadas e inspeccionadas para cumplir con los estándares internacionales.
Aplicaciones
Transporte de agua y gas
Aplicaciones estructurales y mecánicas
Sistemas de baja a media presión
Ventajas
Rentable: menores costos de producción en comparación con las tuberías sin costura.
Versatilidad: Disponible en una amplia gama de tamaños y espesores.
Superficie lisa: Las uniones soldadas están pulidas para asegurar una superficie interior lisa.
 Central Steel
Central Steel
 Idiomas
Idiomas English
English Español
Español بالعربية
بالعربية sales@central-steels.com
sales@central-steels.com 0086-731-8865-5017
0086-731-8865-5017